Always be on the safe side.
For us, permanent quality inspection is the minimum standard. In order to guarantee the top quality level we strive for, we cooperate with independent, recognized and worldwide testing centers. We automatically subject all components, with or without a manufacturer quality certificate to our defined test cases before they are available in the system.
Quotation-Purchase Order-Delivery-Testing-Reporting-Acceptance Products-Repacking-Shipment-
On time Delivery-Supplier Risk Mitigation-Part Risk Mitigation-Conformance Inspection
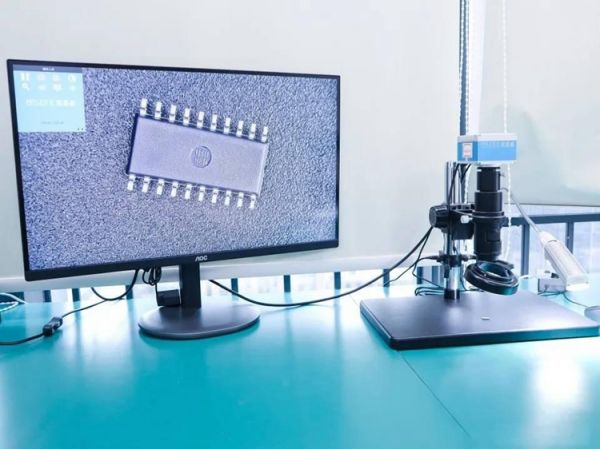
1. Visual inspection - detection of substandard components and counterfeits. Detection and prevention of counterfeiting determines the quality of the entire supply chain. We develop a customized risk mitigation plan and test against the defined processes.Starting with the screening of "random samples" up to the creation of a database of so-called known good parts, which meet high quality standards such as AS6081, AS6171, AS5553, CCAP-101 and IDEA-1010. · Documentation and packaging inspection · External visual inspection · X-ray fluorescence (XRF) · X-ray analysis · Heated solvent testing · Decapsulation and die analysis |
| |
| 2. Failure analysis Failure analysis of electronic parts and components provides meaningful information about why performance expectations are not being met, but also about their potential performance in the intended end application. The performance of an objective failure analysis by an independent testing laboratory ultimately enables the manufacture or trade of higher quality products. · Scanning Electron Microscopy (SEM) · Energy dispersive X-ray spectrometry (EDX) · Scanning acoustic microscopy (SAM) · Cross section (microsection) · Hotspot Test · Electrical tests | |
3. Life cycle and reliability testing To make predictions about the longevity of a product based on its characteristics, life cycle testing analyzes how the product performs under normal conditions of use. To simulate intensive use as well, reliability testing subjects products to extreme conditions far beyond normal operating requirements. · Thermal cycle · Thermal shock · Burn-in · Drop test · Vibration test · Environmental influences (temperature and humidity) · Salt spray test · Electrical overload exercise test · Mechanical load tests |
| |
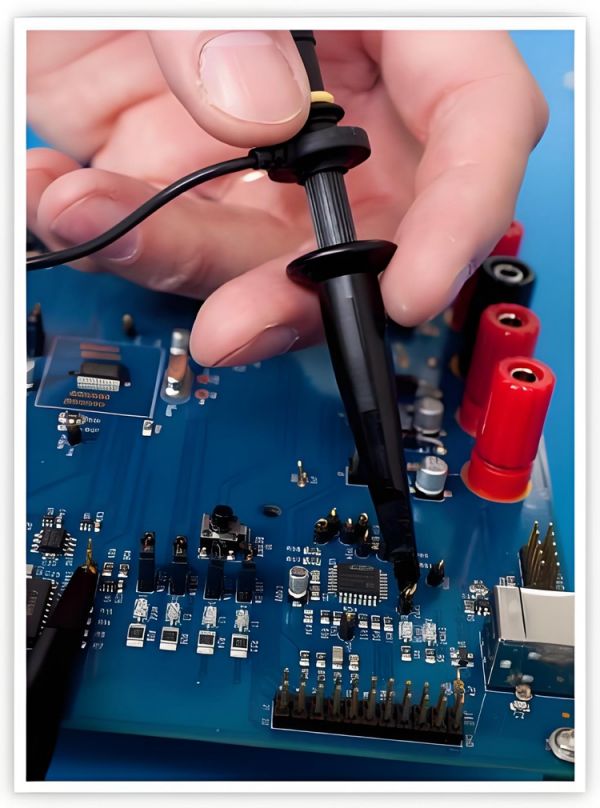
| 4. Electrical test The tests we perform consist of 6 levels; that increase depending on the component being tested, and the tests required by the customer. Our test spectrum ranges from testing power and speed to reliability and detection of other defects and faults. · Key figures/ specs · Pin check · Function test (prmär) · DC characteristic values · AC characteristic values · Temperature range check | |
Our team We attach great importance to an appreciative cooperation. We know that we can rely on our team by 100%. This has a direct impact on the quality of our products and our service. We are proud of our values and our togetherness. Talk to us. You will notice the difference! |
| |
| Our suppliers Efficiency brings us all further:You, as a customer, our suppliers as well as us as a team of Prime chips. We strive for long-term partnerships. We have developed our internal QM system to decide who is one of our partners. This is one of the first and most important steps to ensure our meticulous quality requirements. After more than 20 years of market experience, we have been able to develop and maintain many long-term partnerships. | |
Our quality criteria We are certified according to the established and internationally known standard,ISO 9001:2015. Through this far-reaching, documented and in the organization lived quality management, we can prove the high quality standard of our products and services. Accompanying, we work on the constant increase of these quality standards. Convince yourself! |
|